全国招商热线
400-665-3889

概述
JN-FBO系列水平分型脱箱造型机集垂直射砂、成型和水平分型优势于一身。越来越被业内有识之士所青睐。
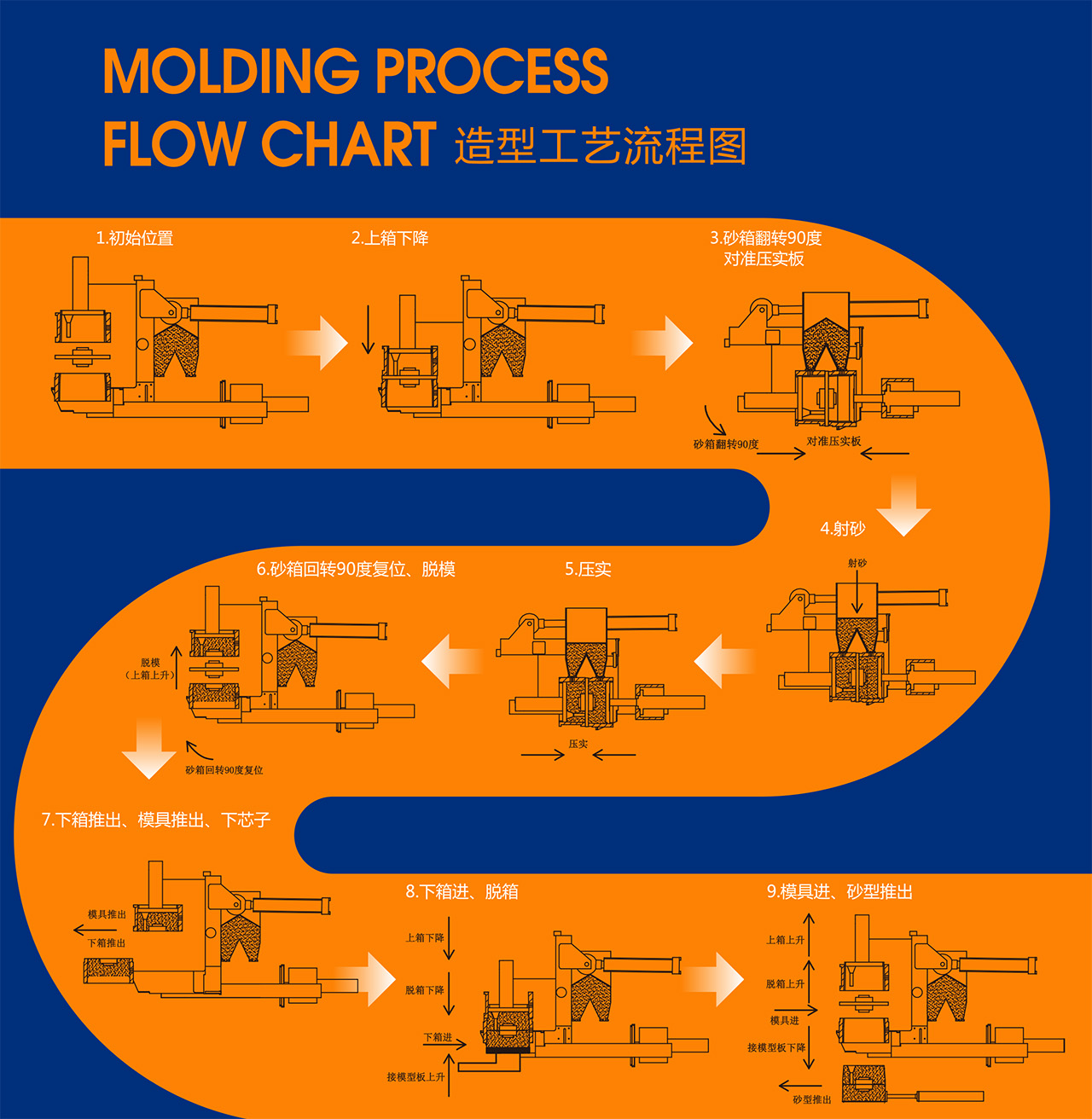
双面模板脱箱结构将上、下砂箱翻转90度,将射砂变成垂直方向和水平分型完美地结合在一起。从顶部砂桶施以气压,气压降均匀分布在整个射砂桶中,砂型自上而下从砂桶射入砂箱,砂流动距离短,因而具有最佳填充性能,型砂中气压梯度较低,桶内型砂受的紧实力较小,易于射砂,而不致于发生搭棚和穿孔。在砂箱的射砂口部位安装射砂导流板,改变砂流方向,有效地控制了在射砂过程中的砂流方向,使砂流避开模板折射到模样的阴部位,既保护了模样,又有力地填充了模样的阴影部分!在生产实践中已无数次地证明了导流板是非常有效地解决以上两个问题的最佳装置!
上预填框和上砂箱,下预填框和下砂箱是一体的,砂型的厚度完全取决于压实板进入砂箱内的多少。在造型机控制柜的人机通话操作面板上设有砂型厚度选择菜单,生产中可方便地根据铸件工艺要求选择砂型厚度。最经济地利用型砂。在寒冷地区为防止压实板粘砂,在压实板处安装了加热装置。
在造型过程中各道工艺流程要求动作的速度和压力有所不同。我们采用了泵控电液伺服技术。利用伺服电机的高速响应,实现即时供油的方式,实现各个工艺过程中需要的不同压力和流量精确控制。消除高压节流的能源损耗,克服了传统“阀控伺服”系统高压节流产生的油温升高过快的问题,达到节能省电的效果,同时降低系统油温。
规格
| 形式 | JN-FB03 | JN-FB04 | |
| 铸形尺寸 | 长宽 | 500×600 | 600×700 |
| 508×610 | 609×711 | ||
| 508×660 | 650×750 | ||
| 550×650 | |||
| 高度 | 上箱 |
130-200线性可调 (180-250线性可调) |
180-250线性可调 (130-200线性可调) |
| 下箱 |
130-200线性可调 (180-250线性可调) |
180-200线性可调 (130-250线性可调) |
|
| 造型方式 | 砂箱翻转90度翻转+顶射+压实+水平分型脱箱 | ||
| 下芯方法 | 下箱自动滑出下芯 | ||
| 造型速度(MAX) | 115型/小时(不含下芯时间) | 95型/小时(不含下芯时间) | |
| 驱动方式 | 压缩空气和伺服电机液压控制 | ||
| 空气消费量 | 1.2Nm³/mold | 2.5Nm³/mold | |
| 工作空气压力 | 0.5-0.55Mpa (5-5.5kgf/cm³) | ||
| 电源规格 | AC380V(50Hz)操作AC220V,DC24V直流 | ||
| 铸形重量(MAX) | 117-201kg | 195-325kg | |
特点
1、可根据不同砂型高度的铸件,线性无极调节上下砂模的射砂高度,节约了用砂量,从而降低了生产成本。
2、采用伺服电机控制油泵技术,及时调整电机转速达到节能、减少油温发热现象,不需要水冷装置。
3、液压系统由中国舰船研究专家设计制造,军用品质可靠的保证 。
4、射砂口部位安装射砂导流板,改变砂流方向,有效地控制了在射砂过程中的砂流方向,使砂流避开模板折射到模样的阴部位,既保护了模样,又有力地填充了模样的阴影部分。
5、下箱滑出放砂芯,以更加安全自然不费力的姿势进行工作。
6、自上而下垂直将砂从砂桶射入砂箱,具有最佳射砂充填性能。
7、压实后的砂模旋转90度水平推出浇铸。
上一个:暂无数据
下一个:JNJZ 自动浇注机
